向いている人
- 制御盤や設備まわりの仕事でPLCを見る機会がある人
- GX Works3を触る前に全体像を整理したい人
- 入力と出力の違いを現場目線で理解したい人
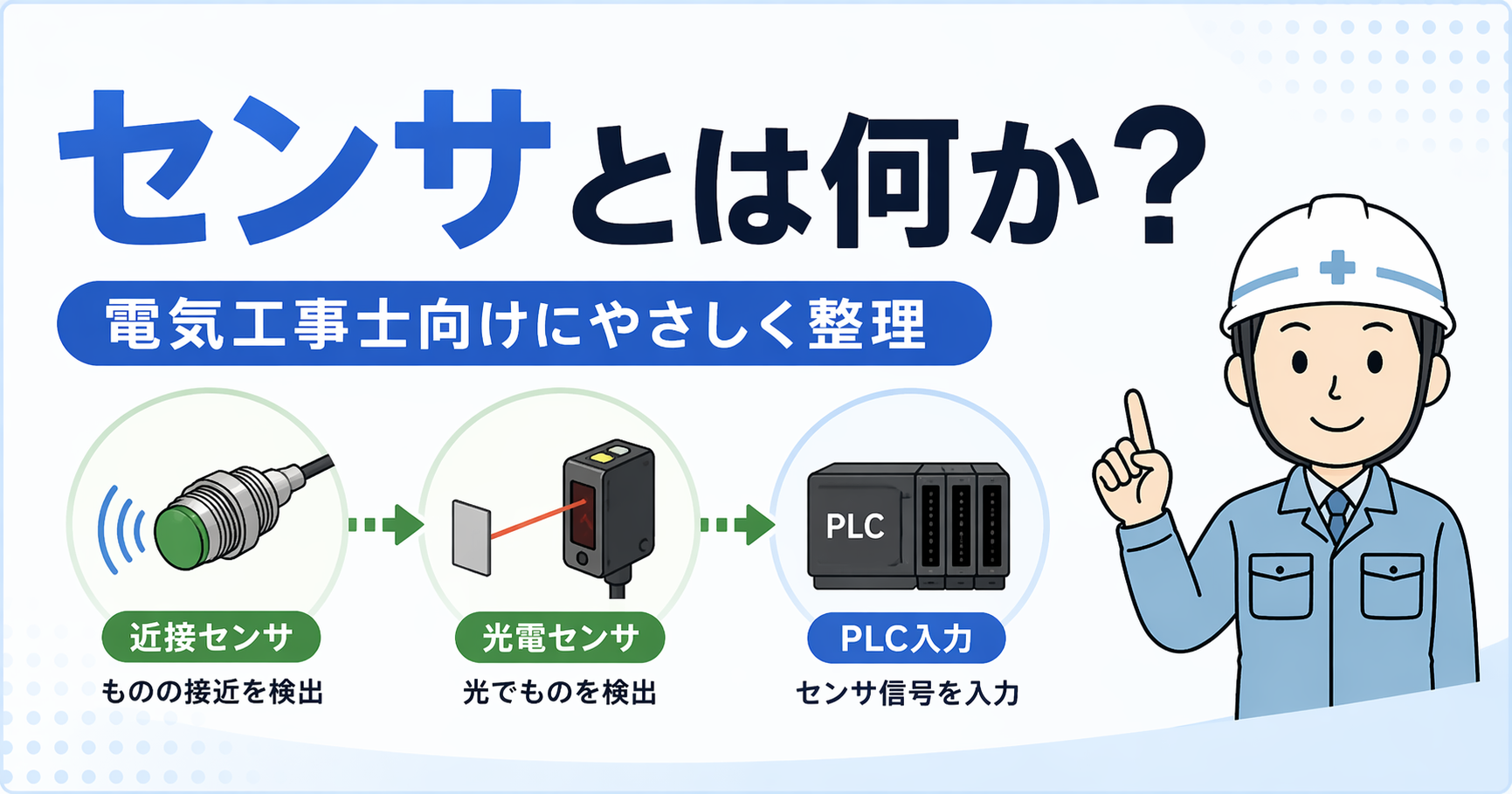
PLCは、押しボタン、センサ、リミットスイッチなどから入ってくる信号を見て、その条件に応じてランプ、ブザー、電磁弁、接触器などを動かす制御機器です。
難しく考えすぎず、まずは入力を受ける → PLCで判断する → 出力を動かすという流れで見ると整理しやすいです。

PLCは難しい機械というより、現場の状態を見て、決められた条件に合わせて出力を動かす制御機器です。
制御を見始めると、入力と出力の考え方で少し迷いやすいです。ここはシンプルに、PLCへ知らせる側か、PLCから動かされる側かで見ます。
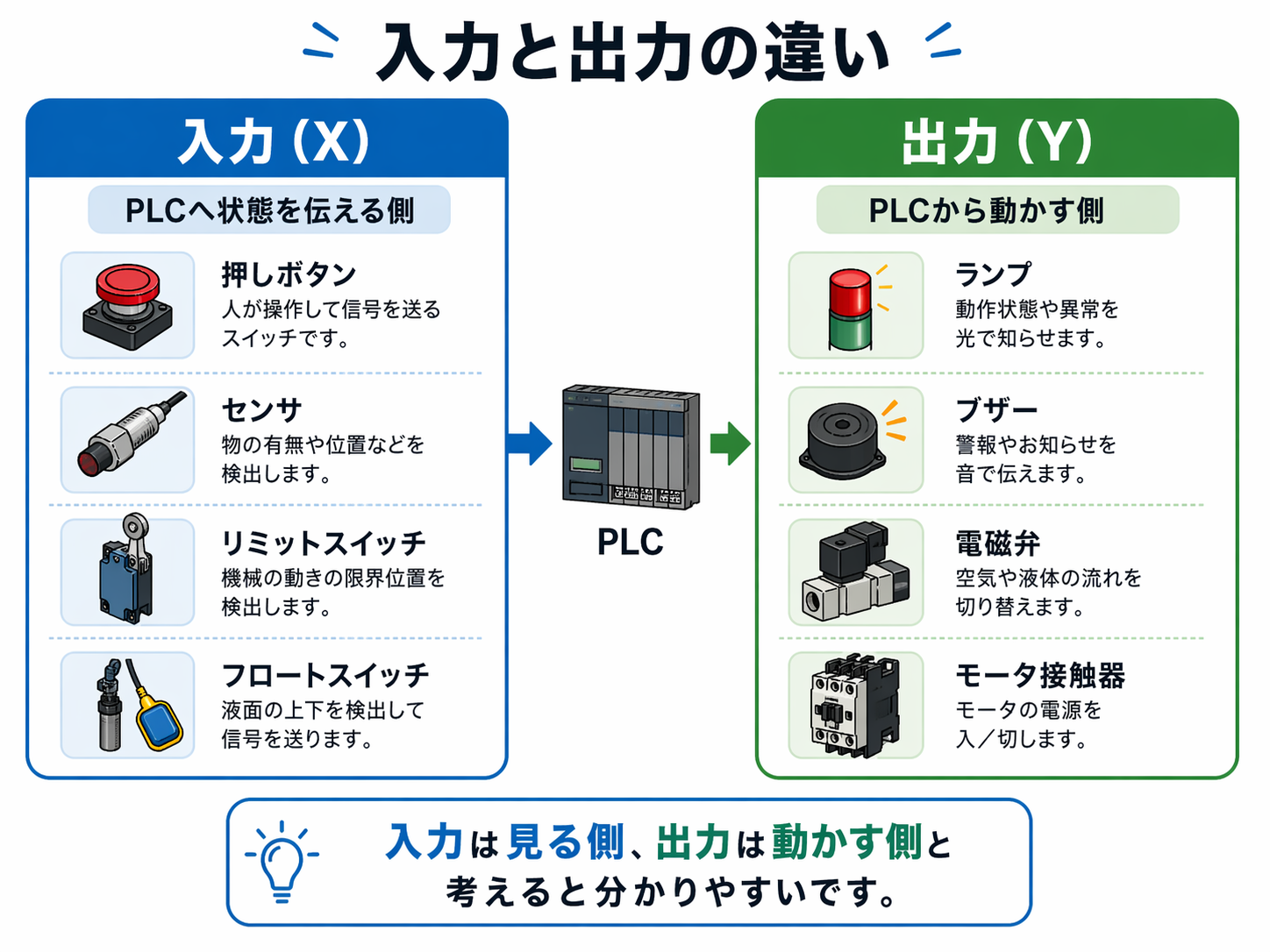
押しボタン、近接センサ、リミットスイッチなど、PLCへ状態を伝える側です。
ランプ、ブザー、電磁弁、接触器など、PLCからの信号で動く側です。
三菱系ではX入力として見ることが多いです。GX Works3で入力状態を確認します。
三菱系ではY出力として見ることが多いです。実際に何が動くかと合わせて確認します。
現場で迷った時は、これはPLCへ状態を伝えているのか、それともPLCから動かされているのかを考えると整理しやすいです。
PLCは、リレー回路の考え方を引き継いでいます。ラダー図もリレー回路に近い見た目なので、電気系の人には流れを追いやすい形になっています。
ただし、リレー回路は配線中心で動きを作るのに対して、PLCは配線で入力・出力をつなぎ、内部の動きをプログラムで組みます。
| 項目 | リレー回路 | PLC |
|---|---|---|
| 動きの作り方 | 配線で作る | プログラムで作る |
| 変更方法 | 配線や機器構成を変更することが多い | プログラム側で変更しやすい |
| 考え方 | 接点とリレーで条件を作る | 入力条件を見て出力を制御する |
| 現場で見るもの | 配線、接点、リレー動作 | 入力、出力、ラダー、実機状態 |
PLCだからプログラムだけ見ればよいわけではありません。入力機器、出力機器、端子、配線、実機状態も合わせて見ることが大切です。
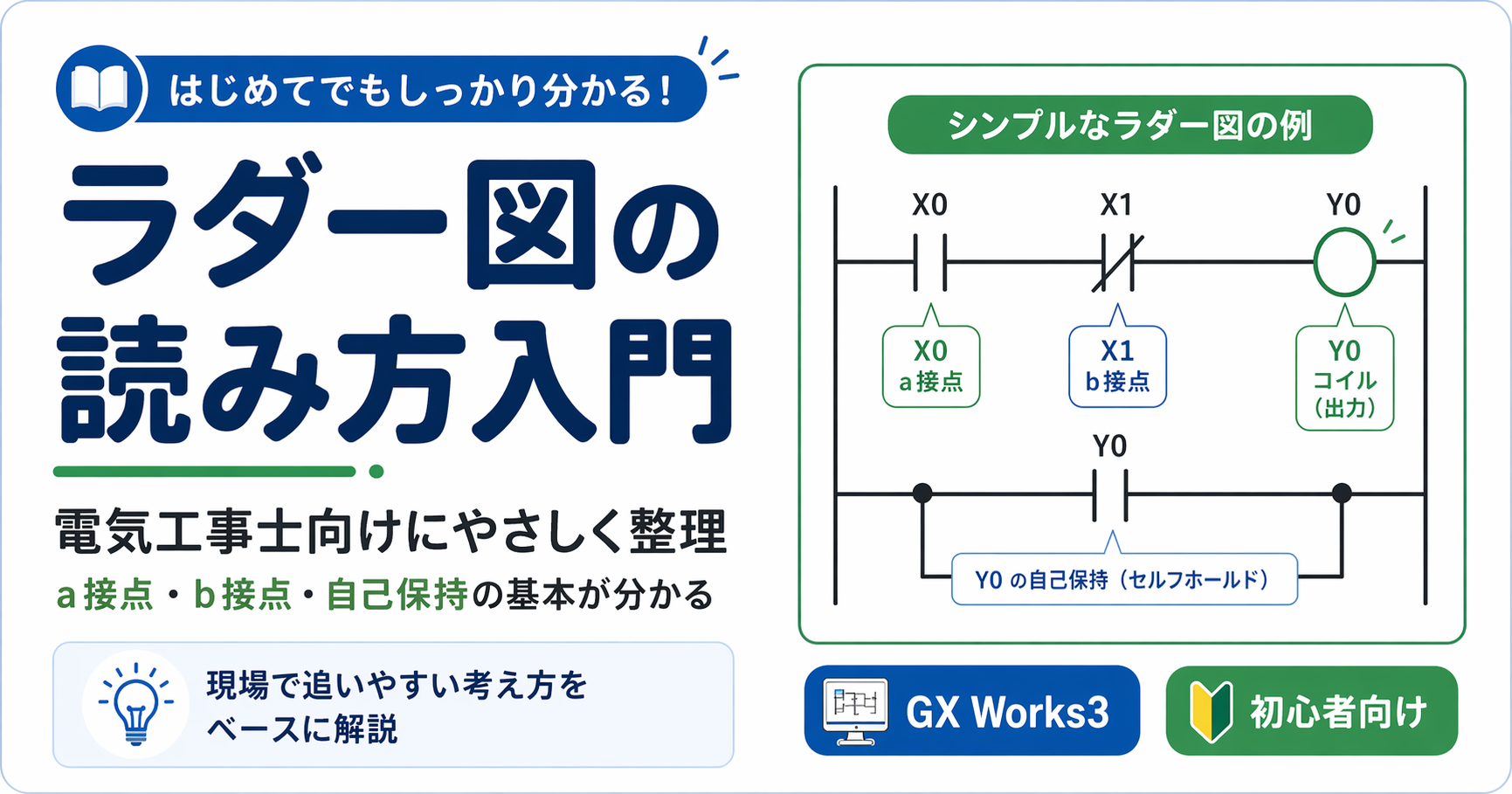
PLCの制御は、ラダー図で書かれていることが多いです。ラダー図はリレー回路をベースにした表現なので、接点やコイルのような見た目で条件を追えます。
押しボタンが入ったら出力を動かす、自己保持で動きを続ける、インターロックで同時動作を防ぐ、といった考え方もラダー図の中で表現されます。
X入力や内部条件がONしているかを見ます。どの条件で動くかを追う入口です。
Y出力や内部コイルがどの条件でONするかを見ます。実機の動きとつなげて確認します。
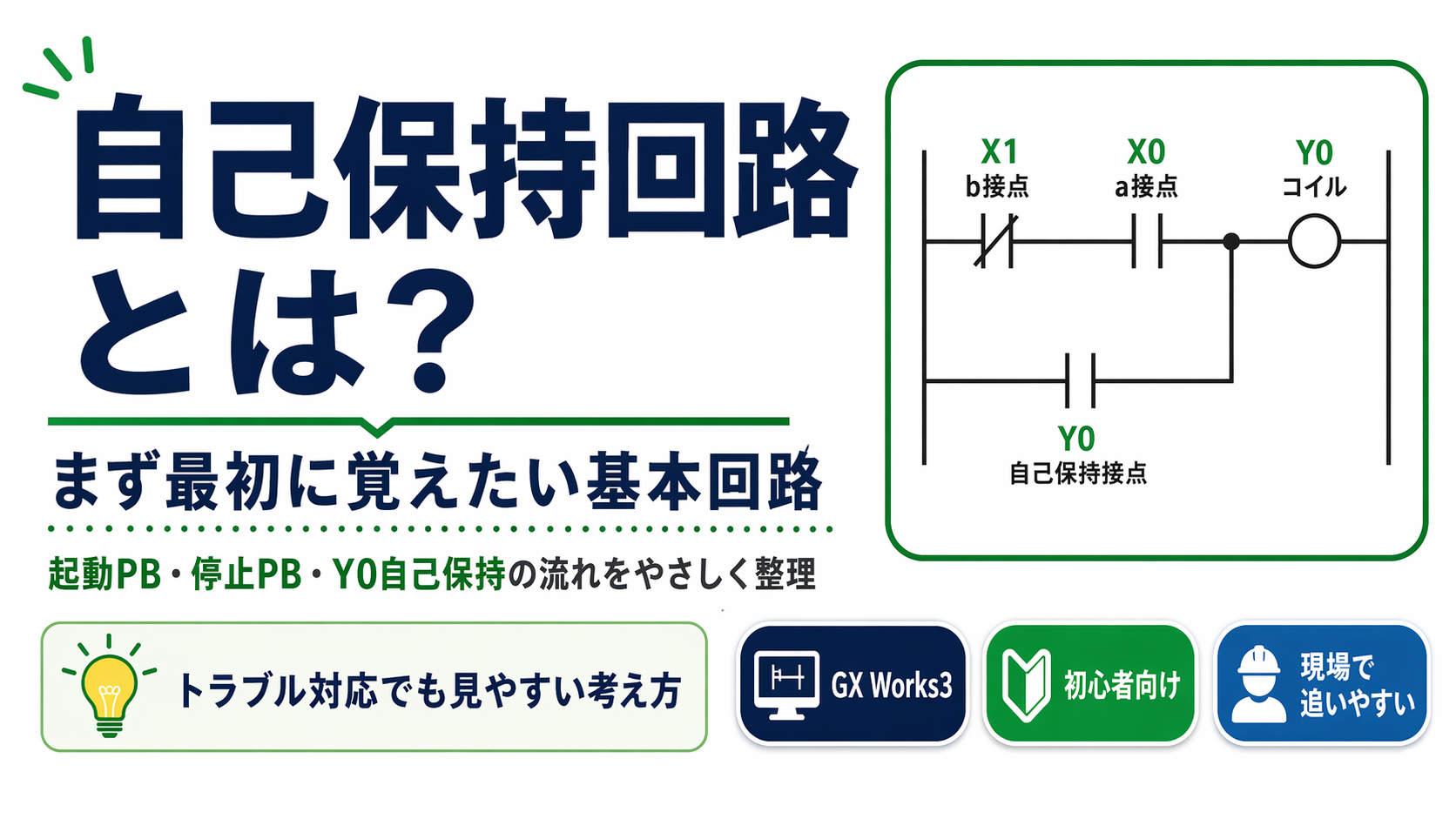
起動後に動作を保持するための基本回路です。最初に覚えるとラダーが読みやすくなります。
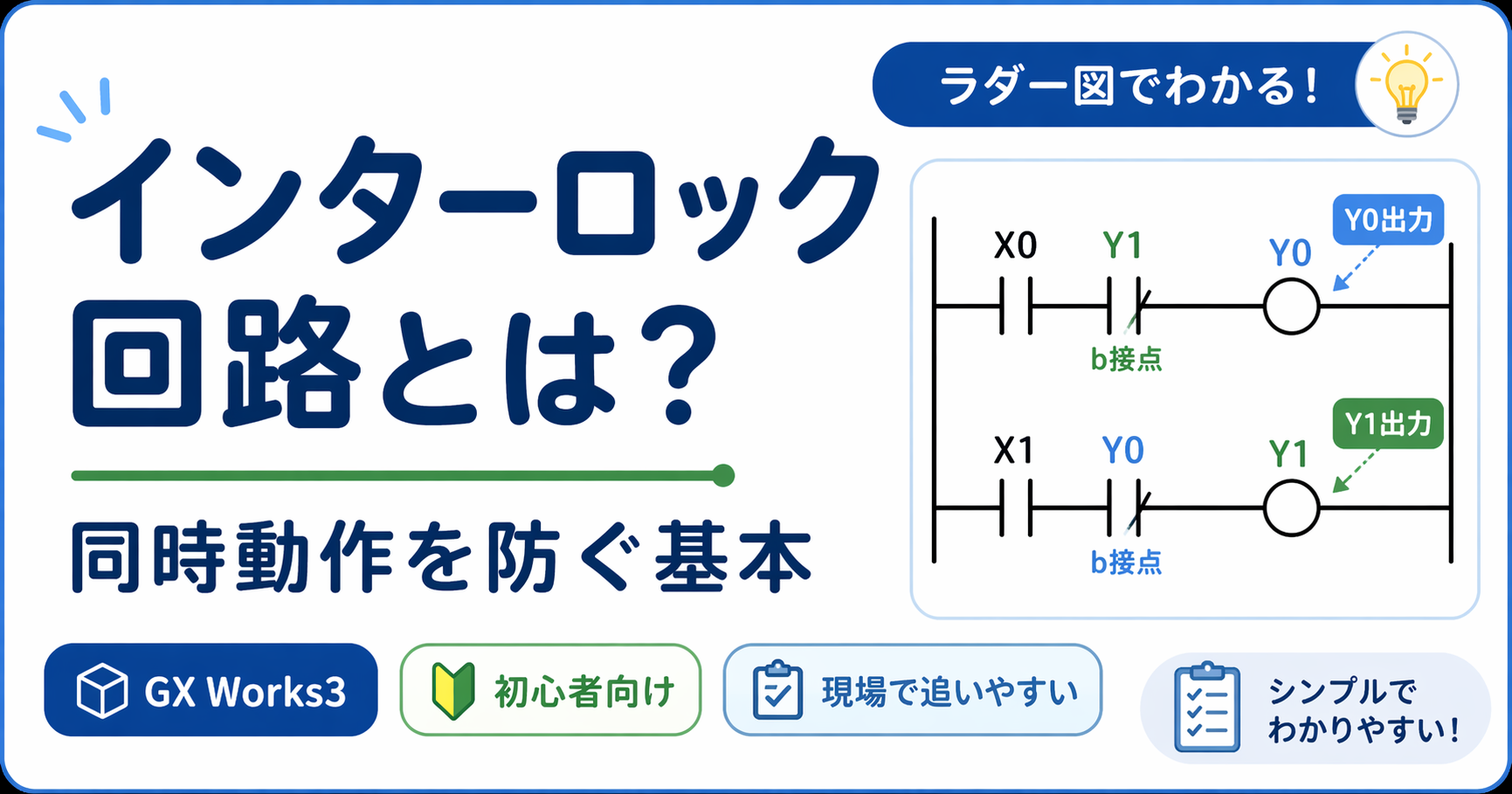
同時に動いてはいけない動作を防ぐ条件です。安全や設備保護につながります。
三菱GX Works3を使う場合、最初から機能を全部覚える必要はありません。まずは「どこを見るか」を押さえるだけでも進めやすくなります。
センサや押しボタンの信号が、どのX入力として入っているかを確認します。
ランプ、電磁弁、接触器などが、どのY出力で動いているかを確認します。
モニタで現在ONしている接点やコイルを見ます。トラブル時の切り分けに役立ちます。
自己保持や停止条件、インターロックを追うと、なぜ動くか・なぜ止まるかが見えやすくなります。

先輩PLCは全部覚えるより、まず「入力・出力・条件」を追えるようになるのが大事だよ。

後輩GX Works3も、最初はどこがONしているかを見るところからでいいんですね。
PLCは便利な制御機器ですが、プログラムだけ、配線だけ、画面だけで判断すると原因を見落とすことがあります。
ラダー上では条件が合っていても、現物のセンサや配線に問題があることがあります。
PLCへ知らせる側なのか、PLCから動かされる側なのかを分けて見ないと混乱しやすいです。
画面上のON/OFFだけでなく、実際に何が動いているか、何が反応しているかを確認します。
最初は入力条件、保持条件、出力条件を順番に追うだけでも理解しやすくなります。
入力確認や出力確認をする時は、設備が急に動く可能性があります。周囲の安全、運転モード、挟まれ、干渉を確認してから作業してください。
PLCは、押しボタンやセンサなどの入力を受けて、条件に応じてランプ、電磁弁、接触器などの出力を動かす制御機器です。
最初は難しく見えますが、入力 → PLC → 出力の流れで見ると理解しやすくなります。GX Works3やラダー図も、この流れを追うためのものとして考えると入りやすいです。
PLCは「現場の状態を入力で受けて、条件に合わせて出力を動かす機器」です。まずは入力、出力、ラダー条件、実機状態をセットで見ることが大切です。